There are many types of Welding terminology in the process of “Welding and Restoration” that make us complicated. In reality, each name has a different meaning and purpose.
Hardfacing: Applied to create protection against wear by abrasion, impact, or friction.Surface Cladding: Applied to create protection against corrosion.
Build up: Applied to restore, rebuild to a required dimension.
Buttering: Applied to adapt the chemical or physical characteristics of metal for further surface cladding or hardfacing. ….
All of them just have only 2 purposes: The first is repair and then is protect the equipment in long-life service especially in the harsh environment such as Heavy Industries, Chemical environment, and Wherever wear appearance (Wear is defined as a progressive deterioration through loss of material and then leading to the bad performance of equipment.
Planning for wear in maintenance and repair operations is one of the keys to the success of business.. So, today the topic will demonstrate the importance of Hardfacing, used as a preventive or as a remedial measure.
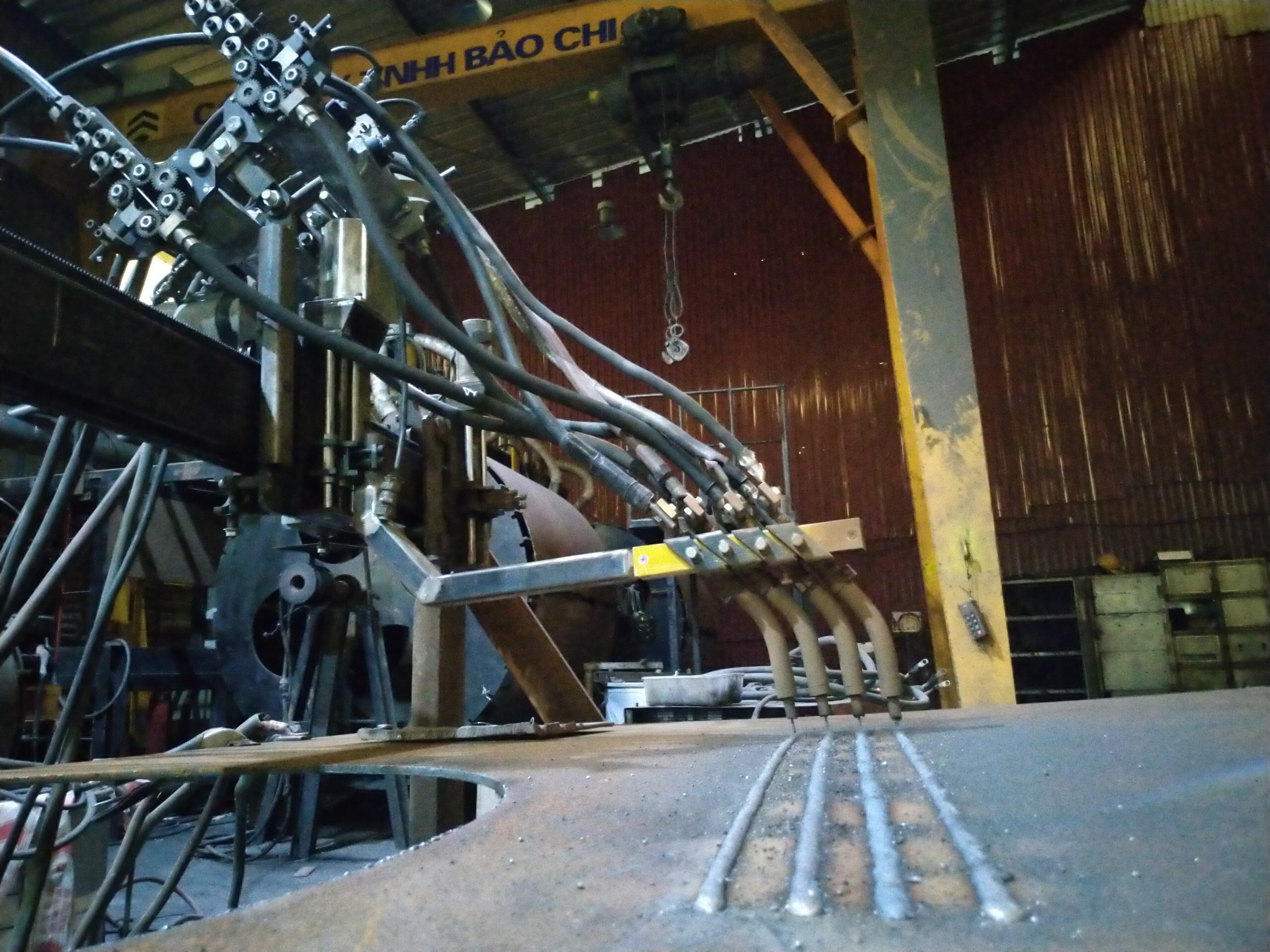
BCM U Series with 04 torches
______________________________
What is Hardfacing?
Hardfacing is the process to apply a tougher material to a base metal after the repair, rebuild process is done…. to make it more durable or extend its lifespan by welding a wear resistant material that is harder than the base material.
There are many hardfacing techniques for one by one particular application, depending on the required of the maintenance engineers, the customers … aim to obtain the following benefit:
Reduced maintenance l Reduced operation costs l Lower repair costs l Extended equipment lifetime
[/tintuc]
[tintuc]
With D-Techs™ Overlay Welding Technology, BCC provides a complete range of solutions for hard overlay welding. The following services are offered for vertical roller mills:
Hard overlay welded grinding rolls and grinding tables.
Welding consumables of alloys specifically matched for use in vertical roller mills, such as D-100, D-100Mo, D200 etc
Portable welding system BCM U Series consisting of welding head, control unit and DC power supply which designed and manufactured by BCM
BCM U Series for VRM hardfacing applications
D-Techs™ Service can be done either at the D-Techs Services Workshop or at the mill plant site. It can be applicable for almost types of VRMs.
(onsite hardfacing services by D-Techs Team)
Hardfacing in our D-Techs Workshop
We commit provide the best performance hardfacing rollers and grinding plate and finished quality.
Since its establishment, BCC has already decided to become the Expert of Abrasion-Resistance Solutions by Welding, Restoration and Hardfacing technology. BCC has been manufacturing and supplying Chromium Carbide Overlay wear-plate for many cement plants in Vietnam, OEM manufacturers and trading partners for other industries.
Differently from some Wear-Resistant Steel Plate (400HB) which was produced by rolling method from some of the largest steel manufacturers in the world with mass production capacity. And in the market, there are many many such wear-plate producers with lower cost, more flexible... It can be called Carbide Chromium Overlay Plate: CCO Plate; Abrasion-resistant plate: AR plate or just Wear-Plate depending on the region. And of course, there are heterogeneous products, the quality of the wear plate almost depends on each manufacturer, each type of their technology and the welding wire they used.
“Published parameter” may not be well performance as we had expected.
As with other consumable materials "I'll get what I pay for", I received the quality that is worth the money have spent. As a matter of fact, there is a contrary perspective between purchasing department and the maintenance department in the Industrial Company about "cost" for solution product, which includes many aspects that go out of view such as abrasion analysis, solution lifecycle, downtime and cost relating to it.
In addition, there is an incorrect understanding of Wear-resistant Steel plates. Many people being convinced that quality of wear-plate based on Hardness( usually is HRC - Rockwell C)
- And as if it's more hardness it's longer the service life?
No!
That's all wrong in theory, and in practice, it surely doesn't work and not enough. Because the main purpose of an Abrasion wear-resistant plate is Abrasion-resistant, NOT ONLY SHOCK RESISTANT or impact resistant. The long-life service of D-plate (abrasion wear-resistant plate) also depends on many other factors such as Corrosion, Heat erosion, Chemical attack, friction..... This is the right answer that Wear-Resistant Steel Plate is the best solution to lengthen the equipment which is works in the harsh environment, heavy-duty in heavy industry because of their Chromium Carbide Overlay, and itself depending on Quality of Welding core and the technology.
D-Plate is made by Hardcored welding core with the wealthy experience of more than 30 years from our partner, Innovative Alloys (Malaysia). And the D-100 Wear-Resistant Steel Plate is manufactured from Hardcored 101Mo which has been developing for over 30 years and successfully applied and solved all kinds of abrasive problems. All for the purpose to lengthen the life of equipment, optimizing the operation: emergency problems, downtime, maintenance cost... and especially is ensuring the payback period. (The most "Key factor" in production)
There is a problem with many manufacturers that have offered prices lower than usual, that is they use low-quality welding core, more than 20% Carbide Chrominum and 3% Carbon it can "hardfacing" the surface (hardness surface). But it won't work as much about abrasion-resistant, and long-life service though, just only have "Nice Parameters"
The key way of making the best Wear-resistant steel plate that Hardcored welding technology has is maintaining the strip cladding with high Carbon 5.5% and high-quality Ferrochrome in the welding material to produce the best quality of welding overlay. It has been reality proving in many applications that BCC had done for Customers and applications of Innovative Alloys in Australia, Korea, India...
Making wider welding-overlay section, higher productivity
From the aspect of who purchase Abrasion wear-resistant plate or any abrasion-resistant solution, Needless to say, we should focus on the main purpose of this Wear-plate, benefit of it. And that will become the best thing that manufacturers need to gain instead of showing "the best parameter" only.
How BCC makes D-Plate.
[/tintuc]
[tintuc] To be honest, BCC was officially built in 2014 by a group of welding engineers from the Hanoi University of Science and Technology (HUST)
We are all in the same boat on the passionate ocean of engineering and manufacturing technology. Since its establishment in 03/2010, and was strengthened in 2014, BCC has already decided to become the Expert of Abrasion-Resistance Solutions, Repairs & Maintenance Services in the field of Heavy Industries. BCC gradually became the Manufacturer & Supplier:
We believe that our solutions are second to none in terms of durability, reliability, flexibility and cost-effectiveness in Vietnam.
For further vision, This name "BCC" is optimized from the Vietnamese name “Bao Chi”, with transformation in the psychology of business. It has been presented via the slogan:
- “More than a good Partner!”. It's the symbol of BCC's spirit, the core value that BCC is really willing to build. In particular, it means embracing a people-centered. Quality Human is the core of the business. And BCC has been using this slogan to gain 3 direct relationships that are absolutely believed in which in order to grain sustainable development!
THE CUSTOMER RELATIONSHIP
This is the special relationship that everyone needs to build and strengthen. It was expressed in three dimensions: From short to high - From hollow to deep - From strange to friendly.
The link of “Buyer – Seller" is the first step of all no matter any organization, any company also has to start with. In this relationship, there are reflective benefits sometimes as the Buyers want to buy high-quality goods at budget prices but the Sellers was on the other hand. And that's why this relationship is very hard to get sustainable.
The Partnership: When the relationship is fostered to Partnership for development, sharing in the benefits and both strong belief in each other. And if it's maintained for the long term, we have a good partnership. Although, everything can happen beyond expectation, whenever if it does not bring for one or the other, the relationship will be shaken.
And "More than A Good Partner" is the goal that BCC gains toward. More than a good partner, we have the nature of friendship in which economic benefits do not put on the top. Understanding, empathy, mutual support and sharing are everything.
THE COLLEAGUE RELATIONSHIP
BCC luôn đặt con người là trung tâm để đặt và giải quyết vấn đề. Và Đội ngũ là máu thịt của BCC. Xây dựng đội ngũ là một trong nhưng nhiệm vụ sống còn. Nhưng câu hỏi đặt ra là tiêu chí là gì? Cơ sở nào để có được một đội ngũ vững mạnh, tin tưởng nhau, tâm huyết xây dựng.
Mối quan hệ “người cùng công ty“. Tổ chức được cấu thành từ các thành viên đến từ nhiều nơi, nhiều hoàn cảnh, trình độ và niềm tin khác nhau. Bởi Vậy thông thường, chúng ta bắt đầu bằng mối quan hệ của “người cùng công ty”, là cấp độ khởi thủy và cơ bản nhất. Ở cấp độ này, đôi khi mỗi người sẽ theo đuổi một tiêu chí và mục đích rất khách nhau. Điều này xuất hiện rất nhiều ở các doanh nghiệp và tổ chức hiện tại. Nó là yếu tố làm cho các tổ chức không thể đi một cách bên vững.
Một quan hệ “Cộng sự“. Khi những “người cùng công ty” nâng cấp mối quan hệ và coi nhau là cộng sự, là đối tác trong công việc. Họ bắt đầu có những điểm chung về lợi ích kinh tê. Ở mối quan hệ này, chúng ta có xu hướng làm tốt nhiệm vụ của chúng ta để đảm bảo sẽ có một kết quả chung tốt. Và khi mối quan hệ cộng sự được duy trì và phát triển lâu bên, chúng ta sẽ có mối quan hệ “đối tác tốt“.
BCC hướng đến việc xây dựng và nâng tầm mối quan hệ “đối tác tốt” trong nội bộ của BCC. Ở đố, những người đồng nghiệp, cộng sự tốt có thể coi nhau như anh em, như bằng hữu. Và luốn tìm mọi cách, cơ hội để tạo điều kiện hỗ trợ và giúp đỡ nhau cả trong công việc và ngoài cuộc sống. Và Khi đó BCC có một cái được gọi là “GIA ĐÌNH BCC“
THE SHAREHOLDER - MEMBER RELATIONSHIP
Để đi dài, đi bên vững, BCC không thể chỉ dựa vào các thành viên sáng lập, những cổ đông ban đầu. Mà chắc chắn, BCC sẽ phải đón nhận thêm các nhà đầu tư, cổ đông mới. Và Xây dựng mối quan hệ giữa các cổng đông, thành viên sở hữu là một trong 3 mối quan hệ quan trọng mà BCC muốn xây dựng. Và đương nhiên, nó cũng sẽ phải trải qua 3 cấp độ tự cơ bản đến nâng cao.
Mội quan hệ “người buôn tiền, kẻ mong vốn”.
Mối quan hệ đối tác tin cậy
Và Hơn cả một đối tác tốt.
Quang Minh, Ngày 20/4/2021
Ngô Văn Trọng Sáng lập BCC
[/tintuc]
[tintuc]
Despite many difficulties, many SMEs in Vietnam are constantly making efforts to contribute more value to society and affirm Vietnamese brands.
Welding materials are one of the most important industrial goods for life. Over 10 years ago, Vietnam still had to import an enormous amount of Welding materials, and so, that's the main factor that has pushed up prices of domestic products. According to projections from VSA (Vietnam Steel Association), the domestic demand for welding materials will witness robust growth in the near future. In 2018, Overall production for iron and steel in domestic consumption are reach nearly 21.75 million tons. And the Welding rods in particular, have accounted for 3 - 5% of total consumption, That presents the demand of this item is very big. However, Welding rods production from Vietnam producers just only about over 52 thousand tons in 2017 (Data from Vibiz - the Market research company)
KOVI Welding rods, the product from BAOCHI ®Co., Ltd (BCC). Image: BCC.
Be aware of the chance in a fascinating niche market, Mr. Ngo Van Trong (BCC's Founder - Mechanical Engineer) said that The chance came to him at the beginning of 2019, while He was informed there were the Korea welding rod Manufacturing wanted to turn it over to the other by his professor.
Mr. Ngo Van Trong
He admits that he didn't have any idea about welding rod manufacturing at that time and even he had never seen the process of how to make welding rods even though he was well-schooled in welding technology from Hanoi University of Science and Technology (HUST). After conferring with his colleagues, he also decided to take the chance regardless of many risks and challenges.
kovi production area in BCC Manufactory. (Image: BCC)
In the very beginning, when the production systems were transported to his manufacturing, It was driving him confused because of looks like a pile of scrap metal! All the time later, he and his team worked tirelessly to make it all possible. They did everything step by step from beginners to learn how the welding rod is made, The primary principle in the welding rod production systems, buried in R&D day by day...
"In order to have complete control and to maintain this system, we had damaged again and again so many times," - Mr. Ngo Van Trong admitted. But after 2 years in constantly trials and errors and improves, by the countless amount of support and help of his friends and his staffs who have more experiences with this field, The Welding rod production line came officially into operation with capacity of 400 tons/month even it can approach 600 tons/month.
"kovi" Welding rods have outstanding quality with such advantages:
- Facilitates a quiet arc that is readily maintained with minimal spatter loss
- Stable arc
- High weld quality
- Reduce weld fumes
- Reduce weld spatter
- ..etc
In addition, Mr. Trong and His Team have been constantly looking at how to improve their products with the purpose is to make a kind of welding rods that have more user-friendly and easy-to-use for whom whether they are professional or not.
"Even kovi, the name itself just a result of an accident." Mr. Trong said. And He admitted that in the very beginning he just had an idea of the name combines of Viet Nam-Korean or vice versa only. But anything may also happen, the whole world is mostly impacted by the appearance of Covid-19. And so, this is the reason the name "KOVI" be born and it is also pronounced similar to COVID as a reminder of the terrible event in modern life of human history. In the other position, "KOVI" has also marked an important step forward for BCC to have complete control of welding materials in other units such as Welding and Restoration Service (D-Services), Manufacturing the Wear-resistant Plate, CCO Plate, Wear Part (D-Plate, D-Parts),... and to become a Welding Material Manufacturer & Supplier. Mr. Trong hopes it will get 200 tons/month at least in 2022, and provide employment for more than 30 people..etc
Mr.Trong himself really admired Oscar Kjellberg(1870-1931)- a Swedish inventor who is remembered as the father of Coated Electrode and owned 2 world-famous engineering companies: Elektriska Svetsnings-Aktiebolaget (ESAB, based in Sweden) và Kjellberg Finsterwalde (Germany). And Mr. Trong still always cherish a Plan for Development of the Export Market in the near future, for many of "his sons":
It affirms Vietnamese brands are possible to make any kind of products for supporting industries with quality can match with any other country like Japan, Korea, Taiwan... But the greatest immediate opportunity comes from the domestic market first.
Chú thích
1. Ngày 27/06/1908, Oscar Kjellberg được cấp bằng sáng chế No.231733 tại Đức cho phát minh “Que hàn và quy trình hàn điện” (Electrode and procedure for electrical soldering). Trên cương vị tổng giám đốc ESAB (hoạt động từ năm 1904), năm 1921, Kjellberg cho thành lập thêm công ty Kjellberg Elektroden GmbH tại Berlin cùng 6 cổ đông (toàn bộ là người Đức và Thụy Điển) để sản xuất và thương mại hóa que hàn điện.
This article is aboutthe Continuous Casting Rolls resurfacing process using the Arc Welding researched by BCC D-Techs(The R&D department of BCC innovation center) - Surfacing solutions to improve the Life of Continuous Casting Rolls by Restoration, Welding, Hardfacing technology . It indicates the base material, welding parameters, requirements during welding, heat treatment after welding and provides some most outstanding features of Alloy Wire.
2.0 PROCESS AND BASE MATERIALS
2.1 Process
Fluctuating roll temperature, water spray, low pH levels and abrasion all lead to harsh conditions for continous casting roll.. The combination of these stresses causes rapid wear on the surface of rolls and that's the reason Continuous Casting Rolls need wear solutions for lifespan. And it also is base information for the decision of Welding materials, technology and method.
2.2 Roller's Base Material
This one considers the restoration, hardfacing process of the casting roll in steel industry. The type of material used in this process is mentioned in EN 10269, 16CrMo44, 25CrMO4, 42CrMo4 or equivalent base. The composition of the steels is mentioned in Sheet 1
Sheet 1: Material's chemical composition
3.0 WELDING OVERLAY MATERIAL
Welding wire D430, D414 are recommended for resurfacing of these rollers.
In which, D430 welding wire is used for primer welding. Welding metal is specially used for rollers with a 42CrMo4(base material) or equivalent composition which has a carbon content of at least 0.3%. D414N is used for the next overlays. Depending on the desired, the number of layers can be 2 or more.
If it's 16CrMo44 and 25CrMo4 rollers, D430 can be used directly after the surface has been thoroughly cleaned before welding without the use of a primer.
D430 contains low carbon, low silicon, low chromium alloy, low molydenum, low another weld metal. and medium carbon D414 wire, martensitic steel weld metal with added Nickel, Molydenum and Vanadium. The weld metal also includes the certain amount of Nitrogen. This combination gives the weld overlay a medium-carbon heat treatment structure similar to that of martensitic steel. Therefore, it is designed for hard and tough materials. The addition of Nitrogen while welding will bring harder and more wear-resistant in applications working under high pressure and high temperature, Temperature cycle.
4.0 TECHNIQUES AND PARAMETERS
The advantage of SAW alloy welding wire is that the higher ratio welding overlay (width, height). The overlay also have no difference between the welding top and welding bottom.
An outline plot of the fillet surface is shown in Figure 1. In general, the height of the overlay (SAW) process will be lower than that of others welding process.
Figure 1: Comparison of crown height between SAW and GMAW
For the Weld Overlay, the overlapping of adjacent lines can significantly reduce the deformation of the welded structure (Figure 1). Therefore, locating the wire during welding will ensure a higher weld overlap (approximately 50%) to reduce the deformation of the structure shown in figure 2.
Figure 2 -Effect of weld overlap
5.0 HEAT TREAMENT AND METHODS OF REDUCE RESIDUAL STRESS
Welding is a fabrication process through the application of heat, which will cause residual stress(mainly the result of thermal expansion) after the welding work is completed. The purprose of "Heat Treatment" is to reduce residual stress and rearrange the structure of weld metal. With small rollers(Mill rolling) are possible to use heat treatment furnace to do this. For large size (Support Roller) must be heat treated and temperature controlled by a heat treatment machine(6 channel program controllers) after welding. The temperature control process is carried out as the following:
Heating to 400-450 in steady for 6-8 hours.
The initial temperature of Roller must be lower than 100 degrees.
Heating and Cooling speed is maximum 100 degrees/hour
The hardness after welding, heat treatment is shown in figure 4. The hardness after heat treatment is 40-42 HRC. Temperature control is very important. As if the temperature exceeds the upper limit (>450 degrees), the microstructure of weld will be roughened and soften the weld metal.
Figure 4: Effect of heat treatment and surface hardness of welding overlay
6.0 STEP BY STEP OF WELDING PROCESS
Recommendation process for Build-up, Hardfacing of Support Roller:
6.1 Surface preparation.:
Rollers surface should be cleaned to free of any loose material, dirt, oil, grease, etc.…
Do inspect both on the surface and inside the structure by Ultrasonic Testing. In case there are cracks, it should be repaired with welding filler wire.
6.2 Stress relieving before welding
Roller has been existing residual stress and it surface has been partially hardened. And that's the reason Roller should be destressed by 400-450 degrees for approximately One hour per inch of thickness (1h/1inch) and being cooled slowly to reduce the pre-existing residual stress.
6.3 Heating and maintain the tempurature:
Heat to a minimum of 250 degrees before welding and keep in steady temperature (not to exceed 250 degrees) throughout the welding process.
6.4 Welding
Depending on the roller composition, welding procedure used with D430 as primer and D414 as filler weld.
With optimal welding parameters, each layer of welding will be 2-3mm thicker on diameter. Welding parameters as mentioned in Welding Procedure.
The temperature should be maintained at 250 degrees in the whole welding process.
6.5 Stress relieving after welding:
The roller must be heat treated to reduce residual stress and rearrange the microstructure of weld metal..
6.6 Machining
After heat treatment, it will be machined to desired dimension. Surface parameters: Dimensions, surface roughness, concentricity must be strictly controlled to ensure the operating after, it directly affects the service life.
6.7 Quality control:
Some tests will be taken:
Non-Destructive Testing PT & UT, before surface machining.
Size testing.
Roundness and Concentricity testing.
7.0PROCESS NOTES
To achieve the expected results: Please! Follow the instruction and warning during process.
Carefully prepare the surface.
Reduce roller residual stress before welding
Heating in steady to 250 degrees throughout the welding process.
Rollers on the inside of the furnace must be placed in a reasonable position: deep inside or in the middle in oder to get the steady heat.
Strict control of the heat treatment process ensures the uniformity of the entire roller surface. The heating and cooling rate does not exceed 100 degrees/hour.
During the heat treatment, after cooling down to 100 degrees, the roller will be allowed to air-cool to room temperature. Hardness is exactly achieved only after cooling to room temperature (25-30 degrees Celsius).
8.0 OUTSTANDING FEATURE OF D-430 AND D414 WELDING WIRE
Low carbon (<0.05%), Low silicon (<0.4%), with the addition of Chromium, Nickel and Molybdenum.
The filler surface is mostly same, weld joint is better and the hardness is uniform
Filler weld metal will form a stable microstructure after stress reduction treatment without cracks
Excellent wear resistance
Filler surface have abrasion resistant capacity in normal climate condition.
Well welding rate with normal operating parameters (approximately 6.0 kg/1 hour arc with 2.4mm diameter wire)
BCC is focusing on providing the repair, replacement and refurbished solutions using overlay welding technology and surfacing technologies. You can find the details of our products and services at below link
In the heart of Vietnam’s industrial landscape, Bao Chi Company (BCC) has spent over two decades developing solutions that help heavy industries work longer, cleaner, and smarter.
From cement plants and steel mills to mining and thermal power, one problem remains constant — wear.
Every ton of rock, clinker, or ore grinds against steel, eroding its surface, shortening its life, and driving up both cost and carbon footprint.
From this challenge, D-Plate was born — a breakthrough in wear protection designed not just as a product, but as a philosophy of industrial balance and sustainability.
We manufacture and provide the below products and services:
Producing the hardfacing wear plate, D-Plate
Producing the fabricated wear resistance parts from D-Plate, D-Parts
Offering the solution for small size steel works workshop to produce their own hardfacing wear plate and wear parts under D-Plate brand, or their brand, D-Plate Standard Workshop,



.jpg)















 Sheet
Sheet
 đối với biến dạng hàn")


